In-Line Turbidimeter The TurBiScat PM 40 measures turbidity in beverages, optional also colour in beer; MEBAK / EBC / ASBC conform. The TurBiScat thus additionally becomes an inline colour meter. The…
The new TurBiScat PM 40 can be used for a variety of applications in the brewery due to the combined 90° / 25° measurements and the optional color measurement. The following application report deals with turbidity measurement in the brewhouse, especially at the outlet of the lauter tun, where the basis for an optimal beer is delivered.
In recent years, climate change has resulted in lower malting barley harvests and arable land is increasingly being used for the steadily growing demand for renewable raw materials for energy production. Therefore, an optimal process for the utilization of the raw materials is required.
The Solution
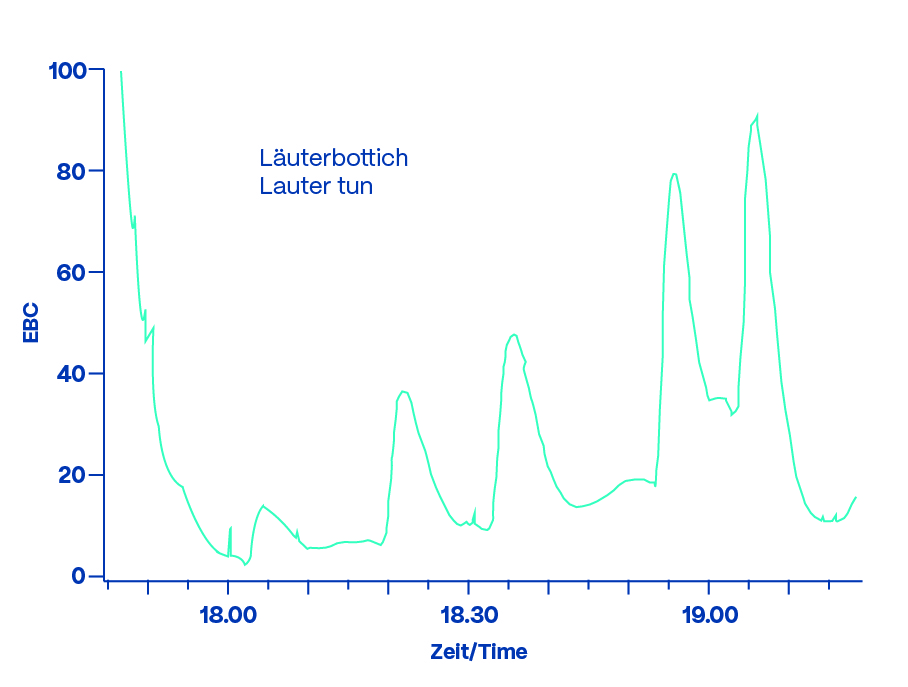
The work in the brewhouse - consisting of mashing, lautering to separate solids from liquids and wort boiling - is the heart of every brewing process. The turbidity measurement is installed at the outlet of the lauter tun and serves to optimally utilise the mash and provide the basis for high-quality beer. The device typically measures turbidity in the medium to higher range. Turbidity values around 30 EBC are considered typical.
To the lautering process:
After the mashing work has been completed, the mash (mixture of husks and sugar solution) is pumped from the mash tun into the lauter tun. This has a bottom made of slotted plates through which the liquid phase can leave the lauter tun. The husks form a kind of filter cake. As this layer (spent grains cake) becomes increasingly dense after some time, it is loosened up by a slowly rotating chopping unit.
The turbidity measurement has two functions. At the beginning, the optimal starting time of the lautering process must be found. Because the filter layer is only formed gradually by the settling of the husks, the turbidity is high at the beginning of the lautering process. Therefore, the wort is pumped in a circuit (so-called turbid wort pumping) until turbidity has reached a sufficiently low starting value (approx. < 50 EBC). Then the actual lautering begins. This is where the second measuring operation takes place to ensure that the turbidity remains below 30 EBC for 80% of the lautering time. Higher turbidity results in an increased input of unwanted substances with correspondingly unfavourable effects on further processing (especially filterability) and the stability of the beer.
The Customer Benefit
Savings potentials cannot be calculated directly for this application. The benefits are most obvious in the area of filtration and shelf life. For example, a beer that already had increased turbidity values during lautering should be blended with other beers during filtration so as not to unnecessarily shorten the filter life. This saves money due to an optimally long filter runtime. As far as shelf life is concerned, a low turbidity of the finished beer has a positive effect in the forcing test. The number of possible warm days until the 2 EBC limit is reached will be higher, which means a longer chemical-physical shelf life.
Technical Details
- The TurBiScat PM 40 offers with the 25° scattered light measurement MEBAK / EBC - compliant turbidity measurement: This device corresponds to the generally valid MEBAK recommendation in terms of the measuring principle. This is the best way to obtain evaluable and comparable results. The guarantee values of brewhouse builders refer to the 25° forward scattered light measurement.
- Designed for mounting on standard VARINLINE® housings
- Easy installation, as no separate control unit is needed any more
- Customer-friendly configuration via smart phone
- The integrated display shows measured values, status messages or even histories directly at the point of measurement (remote display optionally available)
- LED technology, only 4 W power consumption, the already low consumption of the predecessor has been halved again
- Sealless design with sapphire glasses
- Extremely low maintenance costs
- No purge air necessary
- Recalibration with secondary standard, no use of formazine
- Besides 0/4 ... 20 mA interfaces, a number of different bus interfaces are available
Typical Application
Measurement in the lautering process with scattered light measurement 25°, transmission of the mA analogue signal or the digital data via various bus systems to the customer‘s PLC. Evaluation and control of the lautering process via the PLC.
Practical Measuring Tasks (Examples)
The TurBiScat PM 40 can also be used for turbidity measurement on kieselguhr and other filters, in the blending plant and in the bottling plant.
Contact distribution partner
Leonardo Pio
Responsible for applications: Water, beverages & food, industrial processes for the cantons: AG, BE-DE, BL, BS, LU, NW, OW, TI, UR, SO, TI, VS-DE & ZG
Phone: +41 79 413 54 24
Jacques Savary
Responsible for applications: Water, Beverages & Food, Industrial Processes for the cantons: BE-FR, FR, GE, JU, NE, VD & VS-FR
Phone: +41 79 201 35 44
Vakant
Responsible for applications: Water, beverages & food, industrial processes for the cantons: AI, AR, FL, GL, GR, SH, SG, SZ & TG
Phone: +41 79 641 25 64
Ihr Businesspartner für Getränke & Lebensmittel:
Für Wasser, Industrielle Prozesse, Verkehr & Umwelt kontaktieren Sie unseren Hauptsitz.
Für Wasser, Industrielle Prozesse, Verkehr & Umwelt kontaktieren Sie unseren Hauptsitz.
Your distribution partner for beverages & food:
For water, industrial processes, traffic & environment please contact our headquarters
For water, industrial processes, traffic & environment please contact our headquarters
Ihr Businesspartner für Getränke & Lebensmittel:
Für Wasser, Industrielle Prozesse, Verkehr & Umwelt kontaktieren Sie unseren Hauptsitz.
Für Wasser, Industrielle Prozesse, Verkehr & Umwelt kontaktieren Sie unseren Hauptsitz.
Your distribution partner for beverages & food:
For water, industrial processes, traffic & environment please contact our headquarters
For water, industrial processes, traffic & environment please contact our headquarters
Contact headquarters
Öffnungszeiten:
Montag–Freitag 08:00–12:00 und 13:30–17:00
Feiertage & Betriebsferien:
Seppitag: 19. März 2026, Ostern: 03. – 06. April 2026, Auffahrt: 14. Mai 2026, Pfingstmontag: 25. Mai 2026, Fronleichnam: 4. Juni 2026, Bundesfeiertag: 01. August 2026, Maria Himmelfahrt: 15. August 2026, Allerheiligen: 01. November 2026, Maria Empfängnis: 08. Dezember 2026, Betriebsferien: 24. Dezember 2026 – 03. Januar 2027
Opening hours:
Monday–Friday 08:00am–12:00pm und 1:30pm–5:00pm
Public & company holidays:
St Joseph's Day: 19 March 2026, Easter: 03 – 06 April 2026, Ascension Day: 14 May 2026, Whit Monday: 25 May 2026, Corpus Christi: 4 June 2026, Federal Holiday: 01 August 2026, Assumption Day: 15 August 2026, All Saints Day: 01 November 2026, Conception of Mary: 08 December 2026, Company holidays: 24 December 2026 – 03 January 2027
News
Filter:
Glossary
Document Cloud
What is Sigrist Document Cloud?
Sigrist Document Cloud is a network drive that contains all of our documentation. You can use the Document Cloud to browse our documentation or you can synchronize it for offline use.
How do I use Sigrist Document Cloud?
Connect with your favorite WebDAV client to https://documents.sigrist.com/ and provide your sigrist.com login credentials (email and password) to log in.
How do I sync documents to my iPad/iPhone?
Follow these steps:
- Download and install the GoodReader app.
- Add a WebDAV server connection to https://documents.sigrist.com/.
- Provide your logon credentials (email and password) from sigrist.com.
- Highlight the root folder. You can also choose a subfolder if you want to synchronize partially.
- Press the Sync button.
- Select a target location, then press Download here & Synchronize.
- Select Download-only sync.
- Press Sync. The process will start immediately.
- If you would like to sync later, press the Sync button near the bottom right corner of the screen.
Watch this video to see these steps in action.
How do I sync documents to my Windows device?
Follow these steps:
- Download Sigrist Document Cloud Synchronization Utility.
- Install the apllication contained in the zip file.
- Provide your logon credentials (email and password) from sigrist.com.
- Set an empty directory as target.
- Start the synchronisation.
How do I sync documents to my Android device?
FolderSync Lite synchronizes our Document Cloud to your Android device. Use your favorite file manager to explore files and open them.
How do I sync the documents to my OS X device?
GoodSync For Mac (30$) synchronizes our Document Cloud to your Mac.
Or connect to our WebDAV server (https://documents.sigrist.com/), and use an app like Sync Folders to synchronize with your local drive.
How can I select what documents are beeing synchronized to my device?
Visit https://documents.sigrist.com and select the products, languages and file types that you want to be synchronized.
The settings made on this page will take effect when you next synchronize with the Sigrist Document Cloud. Deselected files will be deleted and newly selected files will be downloaded.
You get the Error “Connection Failed” when you try to synchronize with the Sigrist Document Cloud Synchronization Program?
- Try to connect with a browser to documents.sigrist.com and use your sigrist.com credentials to log in.
- Switch off any personal firewall installed on your computer
- Make shure that the company firwall allows the connection to documents.sigrist.com on the https-port (443)
- Try installing the WinSCP Client and connect with WEBDAV to https://documents.sigrist.com, using the same credentials as on the synchronisation program
Product Archive
Terms of Service
Terms of Service
General Terms and Conditions of Delivery
Certificates
Certificates
Data Protection
Privacy statement
1. Legal basis
1.1. The EU General Data Protection Regulation provides protection of personal data. We exclusively process your data in accordance with the legal provisions (GDPR).
2. Basic information
2.1. Responsible party:
Dt
Sigrist-Photometer AG
Hofurlistrasse 1
CH-6373 Ennetbürgen
Telephone: +41 41 624 54 45
E-mail: [email protected]
2.2. Data protection officer:
Sigrist-Photometer AG
Hofurlistrasse 1
CH-6373 Ennetbürgen
Telephone: +41 41 624 54 45
E-mail: [email protected]
2.3. It is our particular concern that we protect and safely store all your personal data entrusted to us. This document provides more information on how we use and process personal data.
3. Purpose, legal basis, storage period and data recipient
3.1. The personal data collected by Sigrist-Photometer AG are needed for the purposes of customer service and promotion. In addition, we analyse the usage patterns of visitors browsing the website for the purpose of personalisation and demand specific preparation of information. The data are collected, stored, processed and used for these purposes.
3.2. Sigrist-Photometer AG collects, processes and uses your personal data on the legal basis of Art. 6 (1) GDPR. The legal basis for the processing of your personal data are, on the one hand, legitimate interests in accordance with Art 6 (1) (f) GDPR and, on the other hand, your consent to the processing of your relevant personal data in accordance with Art. 6 (1) (a) (newsletter, contact form and cookies). Not providing the data may have various consequences.
3.3. Sigrist-Photometer AG processes your personal data, as far as necessary, for the duration of the entire business relationship (from initiation, handling until expiration of a contract) and, exceeding that, in accordance with the legal safekeeping and documentation obligations accruing from Swiss laws and until a possible legal dispute is ended, continual warranty and guarantee periods expire.
3.4. In the course of operating our website and analysing the usage patterns or visitors browsing our website, we assign processors, i.e. software and hosting service suppliers as well as agencies, which may access your personal data in the course of their work as far as these data are necessary for rendering their respective services. They have committed themselves to us to comply with the data protection provisions. Processing contracts in accordance with Art. 28 GDPR have been concluded. More detailed information concerning the processors can be requested at [email protected].
4. Contact form (pending)
4.1. Your information and personal data given in our contact form is transmitted to us, processed and stored by us via our own mail server for the purpose of processing your enquiry. These data are not collected or passed on without your consent. However, without these data, your enquiry cannot be processed.
4.2. Data processing is carried out in accordance with the legal requirements of Art. 6 (1) (a) (Consent) GDPR.
5. Newsletter
5.1. You can register for our newsletter on our website following a double opt-in process. After your registration, you will receive an e-mail requesting your confirmation of registration. Without your e-mail address, our newsletter cannot be transmitted. You can unsubscribe our newsletter at any time by activating the unsubscribe-link at the end of each newsletter.
5.2. For forwarding our newsletters, we assign a processor (newsletter service provider), who in turn committed themselves to us to comply with the relevant data protection provisions. A processor contract in accordance with Art. 28 GDPR has been concluded. More detailed information concerning the processors can be requested at [email protected].
5.3. Data processing is carried out in accordance with the legal requirements of Art. 6 (1) (a) (Consent) GDPR. You can find detailed information on our newsletter privacy statement here.
6. Blankmile
6.1 We use blankmile.com to offer you remote assistance. In this process, image recordings can be made, which we can use and store for the provision of assistance, training, and the further development of our devices. The use of blankmile is optional and requires your consent.
6.2 The provision of services is based on the General Terms and Conditions and the Privacy Policy of blankmile, which can be viewed at blankmile.com.
7. Google Analytics and cookies
7.1. This website uses Google Analytics, a web analysis supplier of Google Inc. (»Google«), 1600 Amphitheatre Parkway Mountain View, CA 94043, USA. Google Analytics uses »cookies« which are text files that are saved on your computer to help t analyse how you use the website. The information generated by the cookie about your use of this website (including your IP-address) will be transmitted to and stored by Google on servers in the USA. The IP-address transmitted by your browser within Google Analytics will not be merged with other Google data. Google will use this information on behalf of the website operator for the purpose of evaluating your use of the website, compiling reports on website activities for website operators and providing other services relating to website activity and internet usage. If necessary, Google will transmit this information to third parties provided this is prescribed by law or if third parties process there data on behalf of Google. Our legitimate interest in the processing of data lies in these purposes. The use of Google Analytics is governed by § 15 (3) TMA or Art. 6 (1) (f) GDPR.
7.2. By using our website, you consent to our using cookies. You may refuse the acceptance of cookies by selecting the appropriate settings on your browser software. As to the details, please refer to the instructions provided by the supplier of your browser. The full functionality of this website may be restricted if you decide against certain technical and/or functional cookies. Some cookies remain stored on your terminal device until you delete them.
7.3. We have concluded a corresponding contract for data processing with the web analysis provider (»Google«), who committed themselves to us to comply with the valid data protection regulations. Detailed information on the processor can be requested at [email protected].
7.4. Your IP address will be recorded but immediately pseudonymized. By using the code extension, the last 8 bits of the IP addresses will be deleted and thus anonymized. Accordingly, only a rough localization is now possible.
7.5. Data processing is carried out in accordance with the legal requirements of Art. 6 GDPR (in particular consent). You can find detailed data protection information on Google Analytics here.
8. Consent and withdrawal of consent
8.1. If your consent is necessary for processing your data, we will only process said data after your express consent.
8.2. We do not process data of minors and we are not entitled to do so. By giving your consent, you also acknowledge that you have reached the age of 14 or that your legal representatives have given their consent.
8.3. You can withdraw your consent at any time at the following e-mail address: [email protected]. In such a case, all your data stored will be anonymised and further used for statistical purposes only without personal references. Withdrawal of consent does not affect the legality of data processing carried out as a result of the consent until said consent was withdrawn.
9. Data security
9.1. Sigrist-Photometer AG will take technical and organisational safety measures for safeguarding stored personal data against accidental or deliberate manipulation, loss or destruction and against the access of unauthorised persons. Our safety measures are continually improved in accordance with technical progress.
10. Your rights
10.1. 9.1. You have the right to be informed about your stored personal data at any time. Provided there is no legal retention period, you have the right to have your data deleted as well as to oppose its being processed. Moreover, you have the right to have your data corrected as well as to have its processing restricted, to the transferability of said data as well as to complain before the Swiss data protection authority (https://www.edoeb.admin.ch/edoeb/en/home.html).
10.2. As regards your rights, please contact us at [email protected] or write to us at:
Sigrist-Photometer AG
Datenschutz
Hofurlistrasse 1
CH-6373 Ennetbürgen
Privacy statement Google Analytics
This website uses Google Analytics, a web analysis service of Google Inc. (»Google«), 1600 Amphitheatre Parkway Mountain View, CA 94043, USA. This use is governed by Art. 6 (1) (f) GDPR.
Google Analytics uses »cookies« which are text files that are saved on your computer to help the website analyse how users use the site. The information generated by the cookie about your use of this website will be transmitted to and stored by Google on servers in the USA.
Sigrist-Photometer AG activated the IP-anonymization of this website. Accordingly, Google will shorten your IP-address within the member states of the European Union or in other contracting states of the European Economic Area beforehand. Only in exceptional cases will the complete IP address be transmitted to the Google server in the USA and shortened there. The IP address transmitted by your browser within Google Analytics will not be merged with other Google data.
Google will use this information on behalf of the website operator for the purpose of evaluating your use of the website, compiling reports on website activities for website operators and providing other services relating to website activity and internet usage. Our legitimate interest in the processing of data lies in these purposes. The use of Google Analytics is governed by § 15 (3) TMG or Art. 6 (1) (f) GDPR.
The data transmitted by us and linked with cookies, user identification (e.g. user ID) or advertising ID are automatically deleted after 14 months. The deletion of data reaching the end of their storage period is carried out automatically once month. You can find further information on conditions of use and privacy on https://www.google.com/analytics/terms/gb.html or on https://policies.google.com/?hl=en.
You may refuse the storage of cookies by selecting the appropriate settings on your browser software; however, please note that if you do this you may not be able to use the full functionality of this website. You can prevent the collection of the data generated by the cookie and relating to your use of the website (including your IP address) and the processing of these data by Google by downloading and installing the browser add-on available under the following link: https://tools.google.com/dlpage/gaoptout?hl=en-GB
As an alternative to the browser add-on, especially for browsers on mobile devices, you can further prevent the collection by Google Analytics: an opt-out cookie is set preventing the futures collection of your data when visiting this website. This opt-out cookie works only in this browser and only for our website and is stored on your device. If you delete the cookies in this browser, you will have to re-set the opt-out cookies. Information on embedding the opt-out cookie can be found on: https://developers.google.com/analytics/devguides/collection/gajs/?hl=de#disable in the paragraph »Disabling Tracking«.
If necessary, Sigrist-Photometer AG will implement other Google services to individualize advertisements (Google DoubleClick, Google Dynamic Re-Marketing, Google Tag Manager) or to compile conversion statistics (Google AdWords Conversion). If you do not want this, you can deactivate it with the following link: https://adssettings.google.com/authenticated
Further information:
-
Google privacy policy:
https://policies.google.com/privacy?hl=en -
Data privacy and security of Google Analytics:
https://support.google.com/analytics/answer/6004245?hl=en -
Google advertising:
https://policies.google.com/technologies/ads?hl=en -
Google ads:
https://support.google.com/ads/answer/1634057 -
Conversion tracking:
https://support.google.com/adwords/answer/1722022?hl=en
Privacy statement Sigrist Newsletter
Sigrist-Photometer AG, Hofurlistrasse 1, 6373 Ennetbürgen, Switzerland (hereafter referred to as »Sigrist« or »we«) offer visitors browsing the Sigrist-Photometer AG website (www.sigrist.com, hereinafter referred to as »website«) a free subscription of the Sigrist newsletter (hereinafter referred to as »newsletter«).
In the following we provide information on the processing of personal data within the newsletter subscription in accordance with Art. 13 and Art. 14 of the General Data Protection Regulation (»GDPR«).
You can obtain further information on the processing of personal data within the website on the Privacy statement on the Sigrist website.
A. Name and contact of responsible party
The party responsible for the newsletter:
Sigrist-Photometer AG
Hofurlistrasse 1
CH-6373 Ennetbürgen
Telephone: +41 41 624 54 45
E-mail: [email protected]
B. Contact information of our data protection officer
You can reach our data protection officer under the following contact information:
Sigrist-Photometer AG
Hofurlistrasse 1
CH-6373 Ennetbürgen
Telephone: +41 41 624 54 45
E-mail: [email protected]
C. Categories and sources of personal data
| No. | Categories of processed personal data | Types of personal data within the category | Sources of personal data |
|---|---|---|---|
| 1 | Data collected during the subscription process for the newsletter (»subscription data«) |
Step 1: E-mail address (obligatory) Step 2: Title, first name, last name, company, country and language of correspondence (optional) Step 3: Industry (optional) During a newsletter registration on the Sigrist website, we also collect the country specific version as language of correspondence. |
Newsletter subscribers |
| 2 | Log data collected during the registration and deregistration for the newsletter for technical reasons (»registration and deregistration data«) | Date and time of confirmation of application (registration and confirmation) in double-opt-in process as well as the IP address of the terminal device used for confirmation, date and time of a possible deregistration of the newsletter | Newsletter subscribers |
| 3 | Log data collected during opening our newsletter and newsletter articles via the hypertext transfer protocol (http) for technical reasons (»newsletter-http-data«) | IP address, type and version of your internet browser and mail program, type of the terminal device used, date and time of access | Newsletter subscribers |
| 4 | Data stored in cookies in the browser of our newsletter subscriber when opening our newsletter (»newsletter cookie data«) | Unambiguous ID for (re-)identification of the newsletter subscriber | Newsletter subscribers |
| 5 | Data in user profiles, that we generate by analysing the user behaviour in the newsletter (»newsletter user profile data«) | Data on the usage of the newsletter, in particular opening, opening rate and clicking behaviour (number of clicks, clicking rate) in the newsletters opened and their articles, links and attachments | Independently generated by the e-mail marketing tool used |
| 6 | Log data collected during opening of the Sigrist website via the hypertext transfer protocol (http) for technical reasons (»website-http-data«) | IP address, type and version of your internet browser, operating system used, website accessed, website priorly accessed (referrer URL), date and time of access | Newsletter subscribers |
| 7 | Data stored in cookies1 in the browser of our newsletter subscriber when opening the Sigrist website (»website cookie data«) | Unambiguous ID for identification of the newsletter subscriber | Newsletter subscribers |
| 8 | Data in user profiles, that we generate by analysing the user behaviour on our website (»website user profile data«) | Data on the usage of the website. You can find further information on Google Analytics here. | Independently generated by the Google Analytics tool |
| 9 | Subscriber segments which we generate by combining and analysing newsletter and website user profile data (»segment data«) | Data of the interests of the newsletter subscribers relating to Sigrist products and topics | Independently generated |
1 Cookies are small text files with information, which are saved on the terminal deviec of the user when they visit a website. In case of further accessing the website with the same terminal device, the cookie and the information stored therein can be accessed.
D. Purpose and legal basis of processing personal data
We process the categories of personal data listed in Chapter C on the legal basis of Art. 6 (1) GDPR for the following purposes:
| No. | Purpose of processing | Categories (also see Chapter C) of personal data | Legal basis of processing in accordance with GDPR | Recipient (also see Chapter E) |
|---|---|---|---|---|
| 1 | Provision of web applications on our website enabling you transmit data to subscribe or unsubscribe our newsletter. | Website-http-data, subscription data, registration and deregistration data |
Art. 6 (1) ( f) (for step 1 of registration) Art. 6 (1) (a) (for step 2 and 3 of registration) Art. 6 (1) (b) (for Sigrist agencies) |
Sigrist, newsletter service provider |
| 2 | Double-opt-in process for confirming the newsletter subscription. For this, we send an e-mail requesting confirmation of the e-mail address provided at the registration. Subscription will only be active if the subscriber confirms the e-mail address with the confirmation link contained in said e-mail. | Subscription data, registration and deregistration data | Art. 6 (1) (f) | Newsletter service provider |
| 3 | Forwarding of the newsletter to the newsletter subscribers. We use the title stated in your registration as well as your name (first name and last name) for addressing you personally in our newsletter. For determining the language and county-specific content of the newsletter, we use the language, the country and the country-specific version used for registration on the Sigrist-Photometer website. The company and branch of industry is used for the preparation of company- / branch-specific contents. | Subscription data, newsletter-http-data, newsletter cookie data, website-http-data, segment data | Art. 6 (1) (a) | Sigrist, newsletter service provider |
| 4 | Analysis of the user behaviour of newsletter subscribers in our newsletter and on our website as well as the preparation of user profiles while using pseudonyms as well as subscriber segments based thereon for the purpose of personalization and needs oriented design of the newsletter. | Subscription data, newsletter-http-data, newsletter cookie data, newsletter usage profile data, website-http-data, website cookie data, website usage profile data, segment data | Art. 6 (1) (a) | Sigrist, newsletter service provider |
| 5 | Preparation of anonymised reports for analysing and determining the newsletter strategy | Subscription data, segment data | Art. 6 (1) (f) | Sigrist, newsletter service provider |
E. Recipients obtaining personal data
For the purposes described in Chapter D, we disclose personal data to the following service providers or categories of service provider:
- Newsletter service provider (simultaneously hosting service provider); for sending our newsletter, we assign a processor. They have committed themselves to us to comply with the valid data protection provisions. A processing contract in accordance with Art. 28 GDPR was concluded. More detailed information concerning the processors can be requested at [email protected].
- Sigrist-Photometer AG (also see Chapter A).
F. The period for which the personal data will be stored
The period for which personal data are stored is shown in the following table:
| Categories of personal data (see Chapter C for details of the respective categories) |
The period for which the personal data will be stored |
|---|---|
| Subscription data | We comply with the principles of data avoidance and data economy. Thus, we will only store your personal data for such a period as is necessary for fulfilling the purposes mentioned here (see Chapter D) or as is required by the various statutory storage periods. After the respective purpose ceases to apply or after those storage periods expire, the corresponding data shall be locked or deleted routinely and in accordance with the statutory provisions. |
| Registration and deregistretion data | |
|
Newsletter-http-data, newsletter cookie data, newsletter usage profile data |
|
|
Website-http-data, website cookie data, website usage profile data |
|
| Segment data |
G. Necessity or obligation to provide personal data and possible consequences of failure to provide such data
Providing the following personal data are required / compulsory by law or contract or necessary for the conclusion of a contract:
| Categories of personal data (see Chapter C for details of the respective categories) |
Requirement / Obligation | Possible consequences of failure to provide such data |
|---|---|---|
| Subscription data | To receive the newsletter, you have to state your e-mail address in the course of the registration. | Failure to provide the e-mail address has as a consequence that we cannot send you the newsletter. |
H. Rights of the data subject
Data access, correction, erasure, restriction and portability
As regards the processing of personal data, you have the following rights:
- To obtain access to your personal data in accordance with Art. 15 GDPR,
- To obtain corection of your personal data in accordance with Art. 16 GDPR,
- To obtain erasure of your personal data in accordance whit Art. 17 GDPR,
- To obtain restriction of processing of your personal data in accordance with Art. 18 GDPR,
- The right to data portability in accordance with Art. 20 GDPR.
Right to object
You have the right to object in accordance with Art. 21 GDPR, on grounds relating to your particular situation, at any time, to the processing of personal data concerning you which is based on Art. 6 (f) GDPR (see Chapter D).
If personal data are processed for direct marketing purposes (see Chapter D), you shall have the right to object at any time to processing of personal data concerning you her for such marketing.
Right to revoke consent
If the processing is based on Art. 6 (1) (a) or Art. 9 (2) (a) GDPR (see Chapter D), you have the right to revoke your consent at any time without affecting the legality of the processing carried out as a result of the consent until said consent was withdrawn.
Right of complaint at the supervisory authority
You have the right to lodge a complaint at a supervisory authority in accordance with Art. 57 (1) (f) GDPR.
State: 24th May, 2018
Impressum
U-ID/MwSt.: CHE-107.842.638
© Sigrist-Photometer AG, CH-6373 Ennetbürgen
Subject to change without notice
Disclaimer
© Sigrist-Photometer AG, CH-6373 Ennetbürgen
Subject to change without notice